- 高危工艺
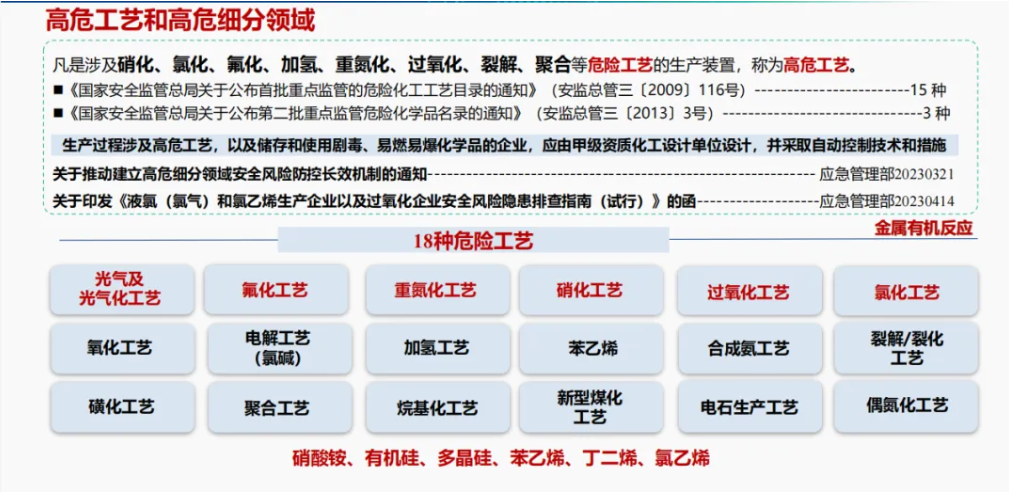
根据文件定义,凡涉及硝化、氯化、氟化、氨化、磺化、加氢、重氮化、氧化、过氧化、裂解、聚合等危险工艺的生产装置,称为较高危险工艺,简称高危工艺。
- 硝化高危工艺特点
1. 国家对硝化高危工艺的风险管控极为重视,成立了硝化分会,进行专项检查和整治。
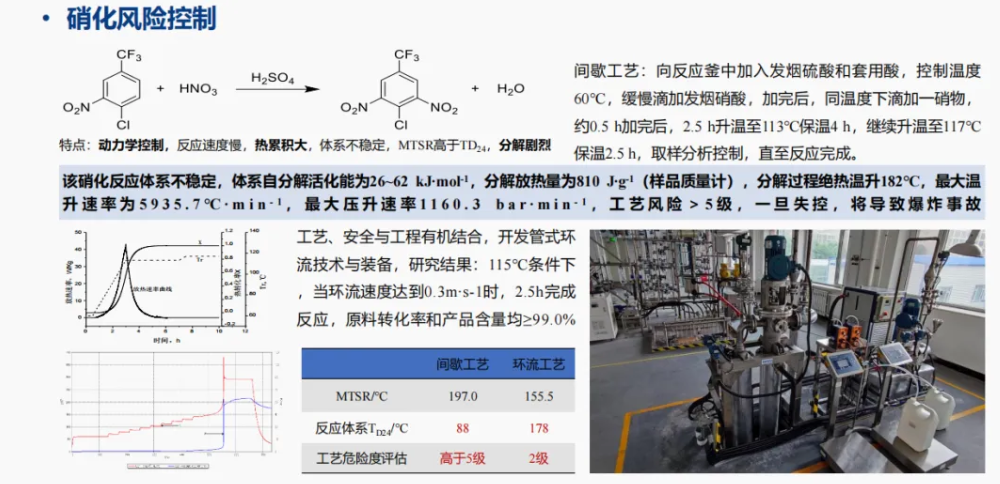
2. 硝化反应原料普遍具有燃爆危险性,硝化剂具有强氧化性、吸水性和腐蚀性,与油脂等接触后,能引起燃烧或爆炸事故。
3. 含有硝基的硝化产物具有爆炸危险性,能量规模大,特别是多硝基化合物,在受热、摩擦或接触火源时,极易发生爆燃。
4. 硝化反应在冷却失效、加料失控、反应时间延长、搅拌中途停止等各种失控和传质故障的情况下,极易造成局部热点,导致体系温度急剧升高,引发爆炸事故。
5. 间歇硝化工艺,通过反应风险研究,进行工艺与工程优化和过程强化,实现连续硝化和自动化。
- 过氧化工艺风险特点
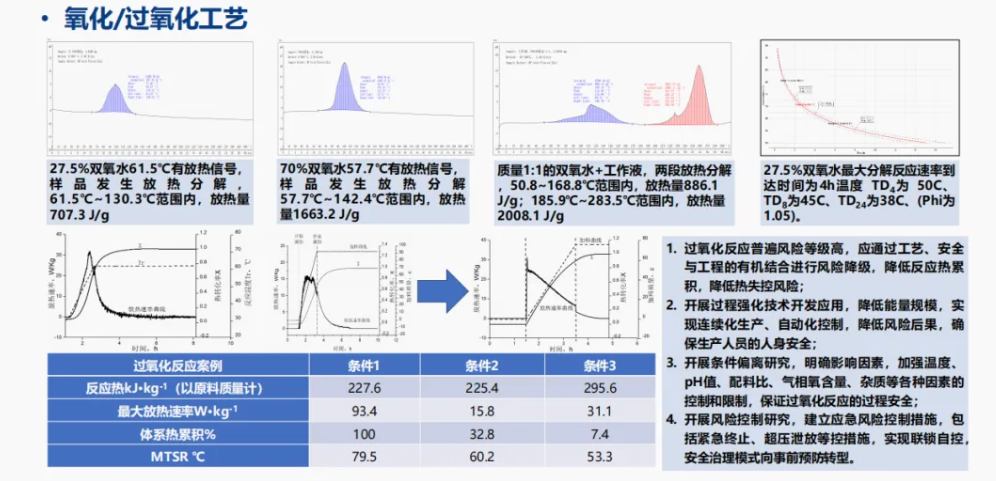
1. 过氧化物含有过氧基不稳定官能团,具有稳定性差,分解活化能低,具有受热、振动、冲击或摩擦等敏感特性。大多过氧化反应体系具有自分解特性,分解放热量大,分解速度快,有爆炸风险。例如:双氧水制备和涉及使用双氧水的过程。
2. 过氧化反应体系为含氧体系,气相组成容易达到爆炸极限,体系敏感易爆,加上有机原料、中间产物及产物的存在,爆炸后果极为严重。
3. 过氧化体系对金属离子、碱性物质、固体杂质等敏感,不慎引入,ppm级就会引发分解爆炸。过氧化反应通常在酸性pH范围进行,对设备、管道易造成腐蚀,一旦铁离子达到一定浓度,极易引发爆炸事故。
4. 过氧化为强放热反应,反应过程中多存在热累积,物料配比不当、滴加速度过快,以及冷却失效、搅拌失控等异常情况下,容易造成热失控引发爆炸事故。
- 氟化工艺风险特点
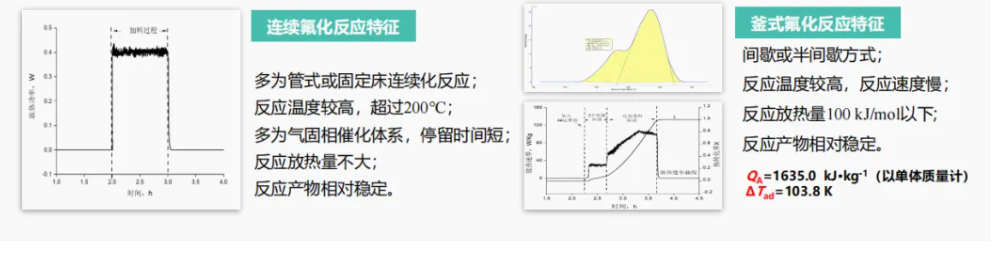
1. 氟化反应原料、产品、中间产品等大多数具有燃爆性和毒性,例如:四氟乙烯等,具有燃烧爆炸特性;氟化氢是高毒物,腐蚀性极强,应做好操作人员的安全防护,避免对人体造成伤害。
2. 氟化氢由浓硫酸/发烟硫酸与萤矿石反应制备,应严格控制原料的质量,避免引入氯代烃,导致光气的生成(光气产生机理),引发中毒事故;固体萤矿石的使用,应实现密闭投料,避免粉尘对人体造成伤害。
3. 氟化反应多数使用氟化氢,工艺连续化自动化程度较高,重要风险是氟化氢腐蚀泄漏风险,设备设施应定期检查和更换,严格防范腐蚀泄漏事故的发生。
- 氨化工艺特点
1. 有机化合物分子中引入-NH2取代其它原子或原子团的反应,称之为氨化反应。比如氨与卤代烃反应可生成伯、仲、叔胺至季铵盐;氨与醇或酚反应可生成相应脂肪胺、芳香胺或萘胺。使用的氨化剂主要是液氨、气氨、浓氨水。
2. 氨化反应广泛应用于制取芳香胺、脂肪胺、萘胺及其衍生物。是医药、农药、染料、颜料等行业及其它石油化工产品的重要组成部分。
3.氨为高毒物质,按接触限值为30mg/m3,高浓度氨气可造成组织溶解坏死,致眼、皮肤灼伤,甚至引起反射性呼吸停止。
4.氨化反应常常在高温、高压下进行,若安全附件失效,超温、超压,可导致火灾、爆炸事故。
5.氨化反应所涉及的管道、阀门、泵、容器泄漏,释放出具有强刺激性氨气,作业人员可发生中毒、窒息事故,氨的爆炸极限为15.7~27.4(V/V),若泄漏后空气生成混合物达到爆炸极限,遇静电或其它火源可引起爆炸。
- 氨化技术要点
1.氨化反应为较高危险化学反应单元,工艺上,生产装置应采用自动控制,特别是在高温、高压条件下的氨化过程更应采用DCS控制,现场避免人员直接操作,提升装置安全度。
2.生产作业场所应保持通风良好,采用可靠的安全泄压设施及配备相应事故应急救援器材和药品,有效的防护用品。
3.使用液氨钢瓶,操作中应保持钢瓶内压力大于使用一侧的压力,钢瓶与反应器之间应设置止逆阀和足够容积的缓冲罐,防止物料倒罐,液氨系统管道必须完好,连接紧密无泄漏。
4.液氨钢瓶禁止露天存放,更不得曝晒或与易燃可燃物料一起堆放。
5.应在存在氨的作业场所安装监测报警装置。
6.氨化反应必须设置应急电源和保持良好的冷却系统。
7.应保持设备、管道的完好,加强防腐措施,避免跑冒滴漏,特别是氨气吸收和尾气排空系统均应保持良好的运行,并及时搞好维护、保养工作。